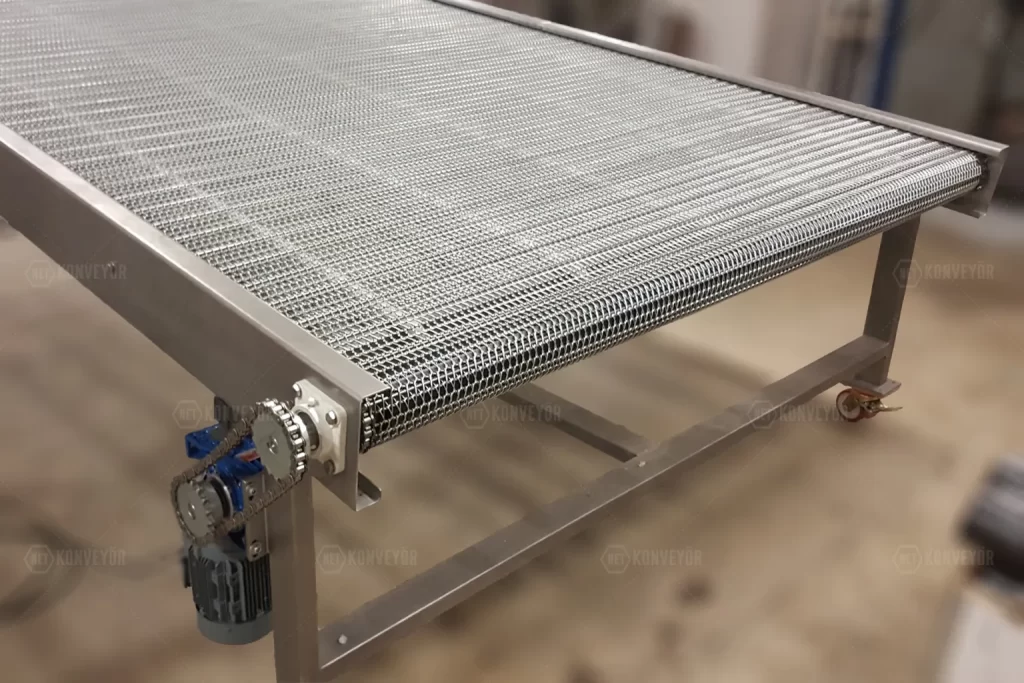
Wire mesh belt conveyors are advanced conveying solutions designed to ensure hygienic, safe, and controlled product handling. They are widely preferred, especially in food, pharmaceutical, and industrial production lines.
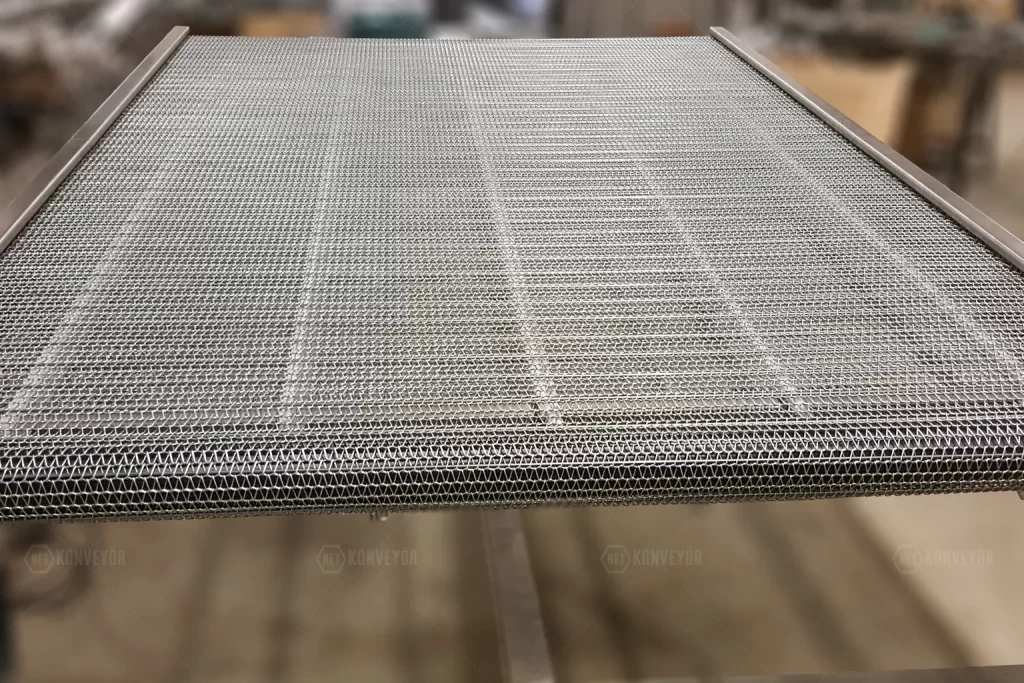
Thanks to their open mesh structure, wire belts allow products to come into contact with air, making them suitable for processes such as cooling and drying, while also facilitating easy cleaning.
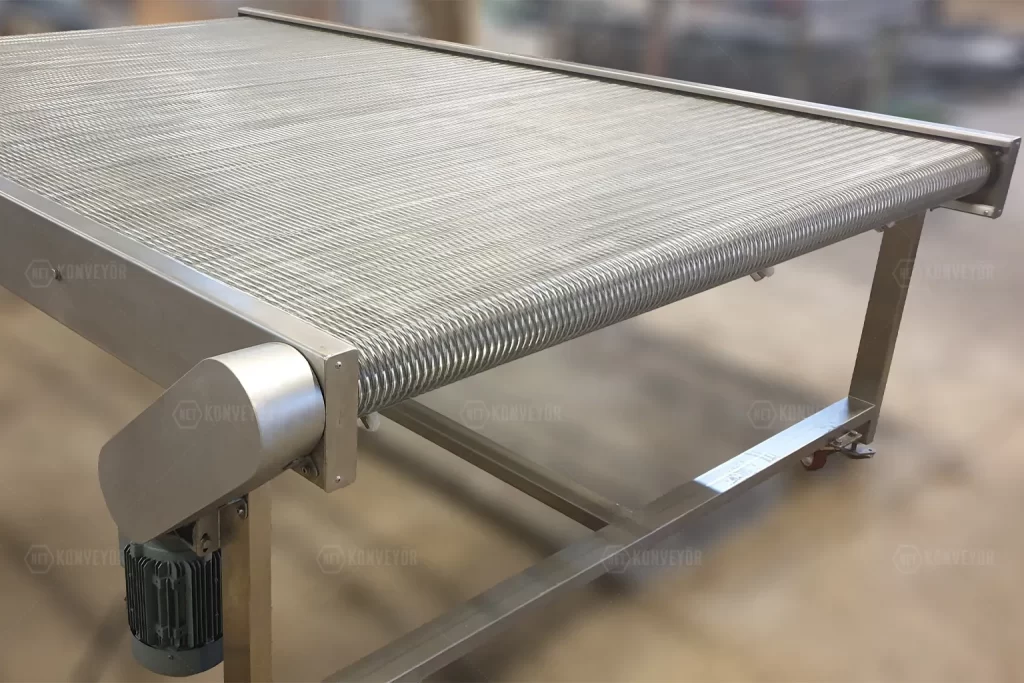
These systems maintain product orientation and spacing, providing high precision in operations such as turning, spreading, merging, and sorting along the line.
Their gentle conveying structure prevents damage to delicate and fragile products, improving production quality while reducing waste rates.