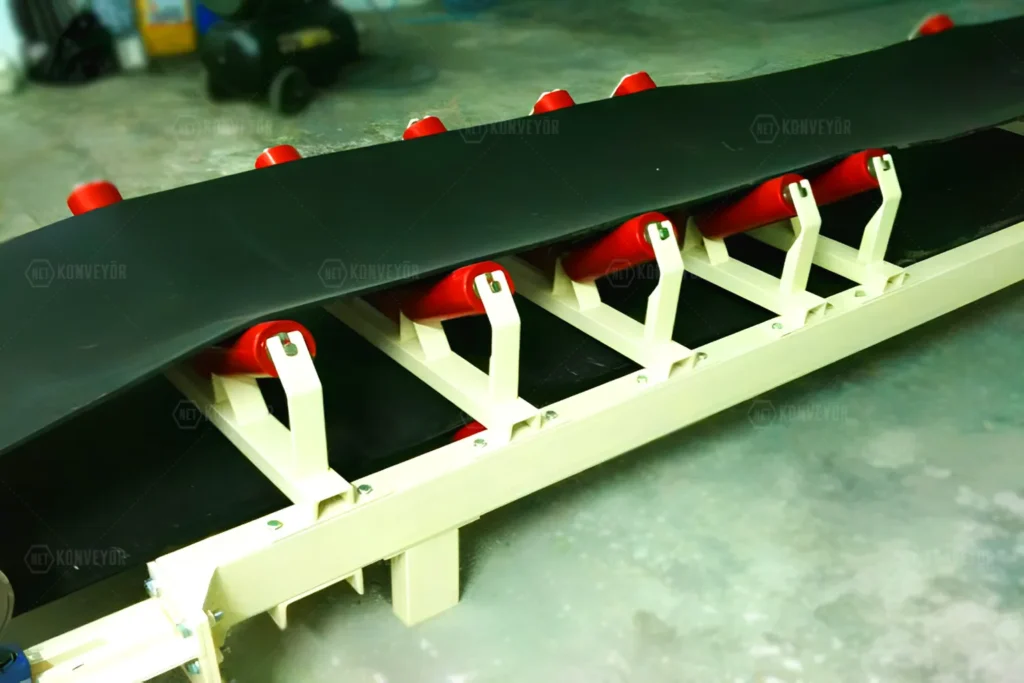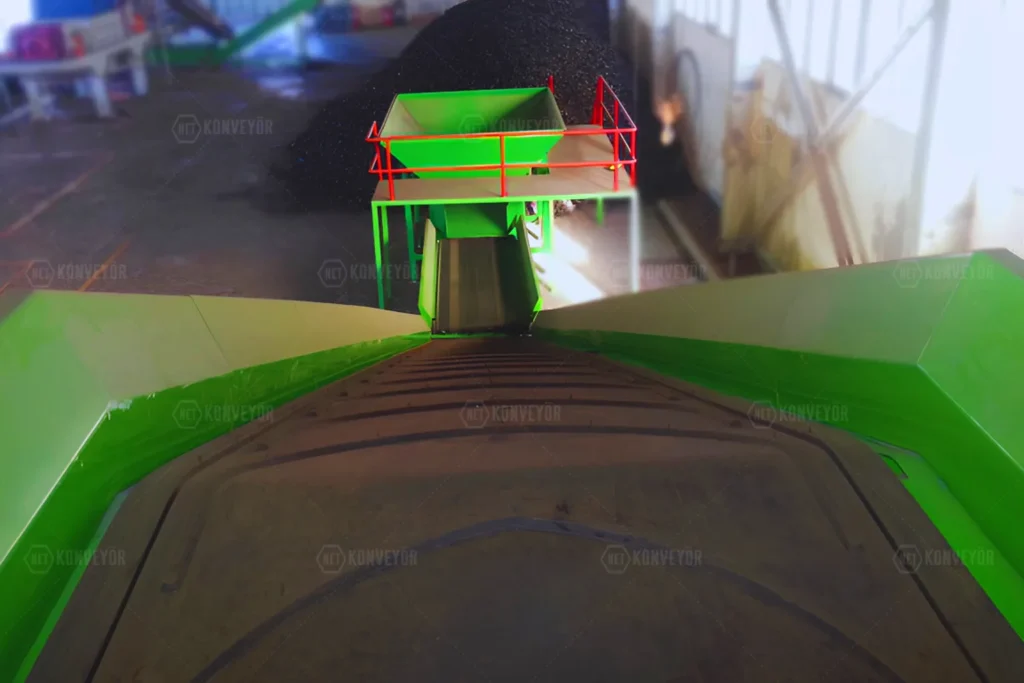
Mining conveyor systems are industrial solutions designed for the safe, durable, and uninterrupted transportation of hard, abrasive, and heavy materials such as coal, stone, ore, and similar raw materials under harsh operating conditions. Conveyor systems used in this industry are specially engineered to withstand high impact, abrasion, and heavy load capacities.
Due to the demanding nature of the materials handled in mining applications, system durability is critically important. For this reason, rubber belt conveyors and screw conveyors are among the most widely preferred conveyor types in the mining industry.